Introduction
Handheld medical devices must perform across a wide range of device specifications and end-user environmental conditions. Mechanical and signal integrity of cable components is especially important for high-level performance, accuracy, durability, longevity, and user satisfaction. Medical cables undergo extreme wear and tear in most medical settings — they are constantly being coiled and uncoiled, stepped on, and rolled over. Repeated sterilization in harsh conditions can further stress the cable’s physical and electrical integrity. Equipment examples include endoscopic cameras, electrosurgical devices, medical foot switches, lithotripters, laser hair removal devices, magnet therapies, and pulse oximetry and ultrasound equipment.
To ensure cables perform as expected, cable manufacturers subject their products to a variety of tests to validate cable performance, including their efficacy, and mechanical and electrical integrity. Material selection is an important part of maintaining this integrity. A great variety of insulating and jacketing material options exist for wire and cable in medical electronics. Performance factors that affect material selection decisions include biocompatibility, disinfection and sterilization compatibility, revision control assurance, environmental regulatory compliance, aesthetics, flexibility, durability, and cost. Subtle differences in priority may result in significant differences in product design, as well as overall cost.
Physical and Mechanical Properties
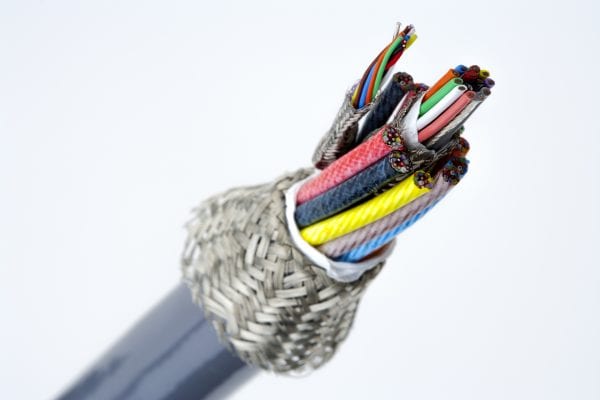
Insulation compounds that can be reliably extruded to very small sizes (such as fluoropolymers) are, in general, not very flexible. On the other hand, compounds that are highly flexible — such as silicone rubber — cannot be extruded to such small sizes. Foil tape, which is applied helically, essentially becomes a tube around the cable. The tube provides 100% shielding coverage, but the tubes do not have any natural flexing points. The tape is very thin, so it will wrinkle and develop flex points, but the result is still fairly stiff. Braided shields are woven like shoelaces, and can naturally flex in any direction. They have voids like other woven products, so the coverage is below 100%. Incorporating a finer conductor stranding also increases flexibility, with minimal or no increase in build. Other features to consider with flexibility include:
- Flex-life. This is usually measured in terms of a specific testing cycle (for example, 10k cycles, 1-inch bend radius, failure occurs at loss of conductor continuity). Flex-life can be improved through selective use of alloys, cable construction (avoiding internal abrasion wherever possible), compounds that are well-suited for long flex- lives, and creative testing. New England Wire Technologies uses its own customized machines for testing flex-life; for example, one machine wraps the cable on and off a fake hand to mimic the motion of a nurse wrapping up cable and putting it in storage.
- Cut-through resistance. How resistant is the jacket to nicks and cuts? This factor is typically addressed by selecting rugged jacket compounds, but sometimes a tradeoff with flexibility is required.
- Tensile strength. Cables tend to be pulled, often in a rough fashion, especially in high-paced medical environments. This can be countered by using aramid/Kevlar/alloy/stainless-steel strength components to make cables more resistant to stretching and breaking.
- Skin feel. Sometimes compounds that would otherwise be suitable for an application are rejected because they are too “tacky” and drag uncomfortably on unprotected skin. The opposite can also be true, where a cable is too slippery and can easily slip from a sterile tabletop onto the floor. This is corrected by changing the surface texture of the cable, or using specific coatings that make some compounds/plastics more lubricious.
- Sterilization. Autoclave sterilization is a harsh process for cables that degrades low-temperature plastics such as polyethylene, thermoplastic polyurethane, and polyvinyl chloride (PVC) — it can also severely oxidize copper and tinned conductors. To counter these impacts,manufacturers utilize high-temperature-resistant and corrosion-resistant components to ensure longevity and function, such as silicones, fluoropolymers, and silver- plated conductors. These materials are expensive; our engineers also work with vendors and customers to see if lower-cost materials may be suitable for their selected autoclave cycles. Many cleaning chemicals also leach the plasticizers in cable jackets, leaving them brittle, misshapen, or discolored. Initial discussions with customers regarding preferred cleaning practices are critical for basic cable design.
Signal and Power Integrity
Prototyping can be especially useful for determining the best combination of material characteristics for balancing shielding and signal resolution needs. Prototypes can be made quickly, often while the product is still being developed, so the development team can establish a benchmark quickly. Achieving maximum shielding and signal resolution requires deep knowledge of material behavior. Excellent shielding and signal resolution can be achieved if flexibility and size aren’t a concern; this, however, is not typically the case. New England Wire Technologies can mock up the best material set and production process, and create a prototype whose electrical parameters can then be tested, leading to quick redesign decisions if needed.
Biocompatibility
Standard cables use compounds that contain irritants and ingredients that are not safe for continuous exposure. Most fire-retardant additives fall into this category; thus, designing medical cables with UL listings can be difficult. Biocompatibility for a completed device includes all components and assembly processes. Biocompatibility requirements are specific to each device type (surface, external communicating, implant) and contact duration (limited, prolonged, or permanent). Communicating these requirements to a knowledgeable supplier optimizes material selection and shortens the qualification process by avoiding over-specifications or inadequate materials.
Careful material selection is key for meeting or exceeding FDA biocompatibility expectations. Material suppliers can describe their products as being suitable for food contact, or meeting ISO 10993-5 cytotoxicity standards or other biocompatibility standards. Some suppliers also maintain drug master files (DMF) at the FDA with confidential details about formulations and processes that can be used in support of a device application. Suppliers may also provide parallel product lines; for example, one for industrial products and one for medical devices. Although the chemistry and performance of the two material families may be essentially the same, the medical suite of materials will have specific revision controls in place, documentation and certifications will accompany each shipment, and price will reflect the additional services.
Each level of qualification is intended for different applications defined by device type and contact duration. It is essential to fully understand the customer’s application requirements early in the design stage to avoid possible costly material changes later. Likewise, it is important to avoid over-specifying biocompatibility requirements that may not be required, because each level of assurance is an additional cost.
Design for Manufacturability
One of the biggest problems for handheld medical devices today is premature failure. This can be caused by insufficient cable tensile strength, which can be mitigated by adding strength members or higher-strength-alloy strands. How much tensile strength often represents a balance between cost and performance; reaching that final decision can be helped by data-driven testing and six- sigma-style troubleshooting that determines root cause of cable failures at the prototyping stage. In addition, repeated coiling and uncoiling of the cable can change the internal geometry of the cable, allowing conductors to kink and eventually fail from fatigue. The more rigorous the up-front validation, the greater the long-term cost benefits in terms of performance, longevity, and customer satisfaction.
Design for manufacturability (DFM) brings the cable vendor into the design process early, which allows its engineers to share their material, design, and manufacturing expertise, reducing design and production mistakes down the road. New England Wire Technologies creates challenging short-run designs, and tweaks both the design and the process for each customer.
DFM is especially important as medical device manufacturers (MDMs) continue to move toward more complex designs that are smaller and have more data bandwidth requirements. Sterilization process compatibility must also be considered early in the design process and validated under actual packaging and bulk- process conditions. DFM for cable design also includes developing customized testing to accurately replicate the end-use environment for the cable. Characteristics that can be tested include coiling and uncoiling, customer-specified flex, torsion, flex/torsion, crush testing, and aging.
Prototyping is an important DFM stage that assures the final cable product is fully compatible with the intended end-use environment, and can also be manufactured reliably — especially for challenging specifications such as extremely thin insulation walls and very tight physical and electrical characteristic tolerances. Prototyping allows the design team to identify and resolve weaknesses in the cable design and/or the manufacturing process by getting a prototype into an engineer’s hands quickly. Multiple tests can be run (including accelerated aging) on the prototype cable as the design process proceeds. Multiple prototypes may be required before the best solution is determined. Maximizing quality and performance at this stage results in a mechanically and electrically robust cable and more reliable lead times, which is especially important for large orders.
Evaluating potential cable design options early in the design process, with an experienced cable manufacturer, is the best approach a MDM can take to optimize the mechanical and signal integrity for its handheld medical devices, and reduced lifecycle costs. A DFM approach can dramatically increase the yield of initial assembly and product longevity by years, in some cases. Including an experienced cable manufacturer in the design process, and investing in any recommended prototyping and testing, can generate up to a 100% return on investment within 12 months, followed by significant cost savings over time from improved performance and longevity in the marketplace.
Article contributed by Thomas Paquet, Project Design Engineer